Как быстро научиться варить сварочным инвертором. Азы электросварки для начинающих сваривать с нуля
- Как быстро научиться варить сварочным инвертором. Азы электросварки для начинающих сваривать с нуля
- Как научиться варить сваркой ресанта. Азы электросварки
- Сварка инвертором для начинающих
- Как научиться варить полуавтоматом. Настройка аппарата (MIG/MAG инвертора)
- Как варить инвертором тонкий металл. Особенности работы с листовым железом
- Самый простой и быстрый способ научиться варить электросваркой. Как научиться варить электросваркой за 1 день
Как быстро научиться варить сварочным инвертором. Азы электросварки для начинающих сваривать с нуля
 Современные инверторные аппараты экономичны и просты в использовании. Базовая нагрузка идет на электросеть. Раньше пользователи сталкивались с тем, что вырубались пробки из-за большого потребления энергии устройством. Сегодня модели оснащены конденсаторами для накопления энергии. Благодаря этому допустима продолжительная работа без ущерба для питания.
Современные инверторные аппараты экономичны и просты в использовании. Базовая нагрузка идет на электросеть. Раньше пользователи сталкивались с тем, что вырубались пробки из-за большого потребления энергии устройством. Сегодня модели оснащены конденсаторами для накопления энергии. Благодаря этому допустима продолжительная работа без ущерба для питания.
Принцип работы основан на расплавлении стержня устройства и изделия. После продолжительного воздействия на предмет электродом. Уточняя, как научиться варить сварочным инвертором с нуля, отметим, что в первую очередь надо разобраться, что потребуется и как обеспечить технику безопасности.
Оборудование
В первую очередь потребуется хороший сварочный аппарат, он стоит недорого. Весить инструмент должен не более десяти килограмм. К другим материалам, которые потребуются, относятся:
- электроды;
- сварочная проволока.
При подборе оборудования стоит руководствоваться двумя принципами: качество и безопасность. Чем больше инструмент, тем серьезнее опыт требуется. А также отметим, что для массивных агрегатов необходим газовый баллон.
При приобретении важно учитывать следующее:
- Чем больше сварочный ток, тем дороже инструмент, но и более функционален.
- Ста шестидесяти ампер достаточно, чтобы работать с металлом толщиной до пяти миллиметров.
- Бытовые сети не адаптированы для приборов мощностью свыше двухсот пятидесяти ампер.
При использовании проволоки допустима работа с разными металлами и толщиной. Изучим, как научиться варить электросваркой в домашних условиях.
В чем работать – экипировка
 Тому, кто проводит работы, также нужен защитный костюм и хорошая маска. Идеальным вариантом будет маска для сварки хамелеон.
Тому, кто проводит работы, также нужен защитный костюм и хорошая маска. Идеальным вариантом будет маска для сварки хамелеон.
Чем более серьезные работы планируется проводить, тем лучше защита необходима. Для кратковременной сварки достаточно специальных очков.
Одежда должна быть скроена из негорючих материалов. Как правило, используются костюмы из брезента или замши. Уточняя, как правильно научиться варить электросваркой для начинающих, отметим, что к подбору одежды стоит подойти основательно, от этого зависит здоровье человека и окружающих.
Техника безопасности
В связи с возникновением мощного излучения света и тепла, правила безопасности распространяются, как на самого рабочего, так и на людей, находящихся в непосредственной близости.
Рассмотрим ключевые нормы безопасности:
- Расстояние между баллоном с газом и генератором должно быть не менее пяти метров.
- Во избежание повреждения шлангов, их подвешивают.
- Сварочное пространство должно быть ограждено, чтобы находящие в помещении люди и животные не получили ожогов.
Также отметим, что недопустима обработка труб, находящихся под давлением. В первую очередь их надо опустошить, и уже потом приступать к работам. Рассматривая, как научиться сварке самостоятельно, определим, что соблюдение техники безопасности не менее важно, чем обучение самому процессу.
Как научиться варить сваркой ресанта. Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
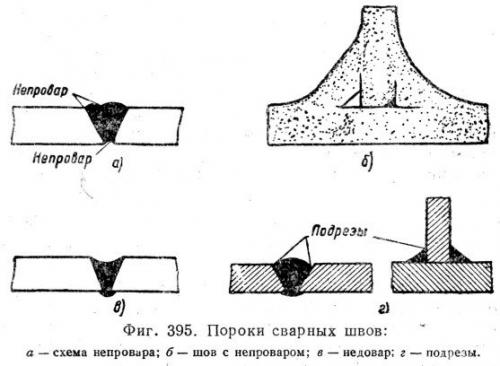 Пороки сварных швов.
Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.

Прямая и обратная полярность подключения на сварочном инверторе
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в
Как при сварке образуется шов
Чтобы азы сварки инвертором были понятнее, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте тут.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.

Как происходит сварка инвертором
Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.

Движения электрода при сварке инвертором: для начинающих сварщиков нужно отработать несколько движений до автоматизма
То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.
Как научиться варить полуавтоматом. Настройка аппарата (MIG/MAG инвертора)
Первое, с чего нужно начинать любую сварку, в особенности полуавтоматическую - это настройка аппарата. Но что Вы знаете о принципе работы классической полуавтоматической сварки, понимание которой ведёт к чёткому осознанию правильной настройки оборудования?
Если пропустили одну из моих недавних публикаций по этому вопросу, то давайте коротко наверстаем
Принцип работы классического "полуавтомата" предельно прост: при нажатии кнопки на держателе, толкающий механизм подаёт проволоку по рукаву на контакт горелки, а по соседнему каналу поступает защитный газ из балона.
Газ защищает горение сварочной дуги и расплавленный металл от губительного воздействия кислорода, ну а проволока служит заполняющим металлом и формирует шов, перемешиваясь с металлом на изделии. Как это происходит?
Предлагаю посмотреть замедленные кадры этого процесса (
Как видно на видео, проволока под тепловым воздействием дуги формирует капельки металла, которые переносятся в сварочную ванну после того, как они касаются о металл - происходит короткое замыкание , которое и отделяет наши капли. Таких капелек может формироваться до полусотни в секунду, поэтому их почти не различает человеческий глаз.
*Кроме переноса металла короткими замыканиями на классическом "полуавтомате" может быть обеспечен струйный перенос - при сварке толстого металла токами свыше 160 - 180 Ампер в сварочной смеси.
На видео как раз запечатлёна некорректная работа "полуавтомата", потому что металл слишком сильно разбрызгивается. Так вот, ваша задача настроить аппарат таким образом, чтобы капельки затекали в ванну ровно, а не плюхались с высоты под огромной скоростью разбрызгивая металл. Идеальная настройка "полуавтомата" достигается всего двумя способами:
1. Сокращение вылета проволоки и/или скорости её подачи
Здесь я люблю приводить аналогию с водопроводным краном: если Вы включите сильный напор на смесителе, то учитываю высоту нахождения гусака - забрызгаете каплями всю кухню и получите "леща" от жены :) Тоже самое происходит и с полуавтоматической сваркой.
- Сокращение вылета проволоки выполняется вручную во время сварки: подносите горелку чуть ближе, чтобы проволока не "била" о металл, словно падает с десятого этажа. Обычно оптимальное расстояние от сварочной ванны до сопла горелки около 1 - 1.5 см . Соблюдайте заданную высоту на протяжении сваривания всего шва целиком.
Фото автора. Оптимальное расстояние вылета сварочной проволоки от сварочной до среза сопла горелки (на фото около 1.5 см).
Фото автора. Оптимальное расстояние вылета сварочной проволоки от сварочной до среза сопла горелки (на фото около 1.5 см).
- Скорость подачи проволоки обозначается метрами в минуту (м/мин./speed wire) регулируется ползунком в настройках аппарата.
2. Увеличение или уменьшение сварочного напряжения
Второй способ: регулировка сварочного напряжения, которое измеряется и указывается в Вольтах (V) и также настраивается отдельным барашком на аппарате. Вместе с напряжением будет меняться и сила тока, но здесь важно, чтобы не был включён режим синергии при котором будет изменяться еще и скорость проволоки, которая должна оставаться неизменной или изменяться отдельно от напряжения и силы тока.
Если Вас устраивает скорость вылета проволоки, то ничего не меняя в её значениях "накиньте" напряжение, которое позволит быстрее оплавлять проволоку. И наоборот , если Вас устраивает величина напряжения (вместе с силой тока), то просто уменьшайте скорость подачи проволоки. (см.п. 1.)
Фото автора. Напряжение на табло слева и скорость подачи проволоки на табло справа.
Фото автора. Напряжение на табло слева и скорость подачи проволоки на табло справа.
Как варить инвертором тонкий металл. Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
Самый простой и быстрый способ научиться варить электросваркой. Как научиться варить электросваркой за 1 день
Как научиться варить электросваркой за 1 день
Популярность сварки трудно переоценить, ведь это самый надёжный способ соединения металлических деталей. Электросварке учатся не один месяц, но все равно важен опыт. Без него, как и в практически любом другом деле, здесь делать нечего.
Тем не менее, если перед вами остро стоит задача научиться варить электросваркой для себя, то, сделать это можно и за один день. В этой статье сайтамы расскажем о самых важных нюансах работы с электросваркой.
Техника безопасности при электросварке
Электросварка металла сопровождается не только выделением тепла, искр и т. д. При неправильном обращении с ней, можно запросто получить удар током.
Поэтому перед тем как впервые взяться за электрододержатель, выполните ряд следующих требований:
- Защитите глаза. Для этих целей существуют специальные маски сварщиков или их предшественники, щитки со светофильтрами;
- Обязательно работайте в спецодежде, она должна быть изготовлена из негорючих материалов, руки и ноги должны быть закрыты;
- Используйте прорезиненную обувь и перчатки, краги сварщика . Так вы минимизируете риски поражения электрическим током.
Нельзя забывать и о том, что электросварка, кроме всего прочего, опасна ещё и поражением тока. Поэтому нельзя варить сваркой на улице, когда идёт даже мелкий дождь. Также нельзя варить в ёмкостях от топлива, газа и т. д. Всегда нужно надевать прорезиненную спецодежду для защиты рук и ног.

Сегодня для бытовой сварки, чаще всего используются инверторы. Это лёгкие и мобильные аппараты, которыми можно варить сталь, чугун, и нержавейку.
Как выбрать электроды для сварки
Электрод — это металлический стержень, который позволяет провести ток к свариваемой заготовке. Существуют различные марки электродов, но для сварки стали подойдут обычные электроды для инвертора, диаметром в 3 мм. Чем толще металл, тем больший диаметр электродов для сварки нужно выбирать.

Очень важно, чтобы электроды для обучения сваркой были бы качественными, и, обязательно сухими. При использовании отсыревших электродов, даже опытному сварщику, очень трудно зажечь дугу и удержать её в стабильном состоянии. Поэтому, если вы решили научиться электросварке, то должны использовать только качественные расходные материалы для этих целей.
Пошаговая инструкция: как варить электросваркой
- Обязательно зачистите поверхность свариваемого металла. Сделать это можно посредством УШМ или щётки по металлу;
- Подключите сварочный инвертор к бытовой электросети. Не используйте по возможности длинных и скрученных удлинителей, проверяйте сечение проводов перед подключением сварочника. Проводники должны быть способны выдержать большую нагрузку;

- Установите в электрододержатель электрод, он необходим для создания сварочной дуги и последующего процесса сварки;
- Соедините две свариваемые заготовки струбциной. К одной из заготовок подсоедините минусовую клемму от сварочного инвертора;
- Выставьте на сварочном аппарате нужное значение тока (зависит от диаметра электрода, посмотреть можно здесь ) и включите инвертор в работу;
- Коснитесь электродом поверхности металла и сразу же оторвите его, но не слишком далеко, чтобы электрическая дуга не исчезла. Чтобы получить ровный и красивый сварочный шов, всегда удерживайте примерно одинаковое расстояние между электродом и металлом (примерно 3 мм);
- Обязательно потренируйтесь, и когда сможете удерживать дугу в стабильном состоянии, начните вести электрод в сторону сваривания заготовок. Обратите внимание на угол уклона и движение электрода. Угол наклона должен составлять приблизительно 70 градусов, а колебания электродом нужно производить из стороны в сторону, от одной кромки металла, а затем к другой кромке;

Учтите, что существуют разнообразные техники движения электродом, в виде петли, ёлочки или зигзага. Ваша цель научиться варить электросваркой за один день, а все остальное, как и опыт, придёт со временем.