Изготовление отводов из оцинкованной стали своими руками. Секторные сварные отводы. Изготовление отводов из рыбок.
- Изготовление отводов из оцинкованной стали своими руками. Секторные сварные отводы. Изготовление отводов из рыбок.
- Таблица для изготовления шаблонов секторных отводов. Как сделать сварной отвод по чертежам?
- Дымоход из оцинковки своими руками. Необходимые инструменты
- Шаблон для отвода 90 градусов. Как сделать отвод 90 градусов из трубы
- Как сделать отвод 90 градусов из жести. Как сделать отвод 90 градусов из трубы
- Изготовление отводов из трубы. Подробнее о технологии производства отводов
Изготовление отводов из оцинкованной стали своими руками. Секторные сварные отводы. Изготовление отводов из рыбок.
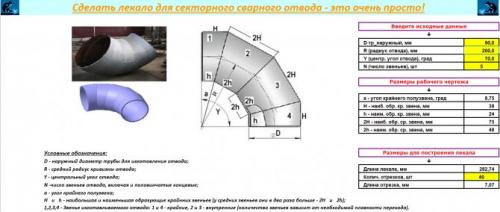
В этой статье речь пойдет о секторных отводах , о их изготовлении и разметке труб на сектора с помощью таблиц. В одной из своих статей я уже писал общую статью про отводы , в том числе про секторные. Но она скорее всего вводная и в ней не приведены конкретные цифры и таблицы про разметку секторных отводов , или как их еще называют сварные отводы , на сегменты.Для того, чтобы изготовить такие отводы изготавливают специальные шаблоны, по которым размечают трубу, а затем и режут ее на отдельные части (сектора и полусектора). Эти шаблоны называются « рыбками » ( Рис. 2,3 ). Для простоты разметки такого шаблона ( рыбки ) используют обычную бумагу.
Сначала необходимо выбрать угол поворота отвода, который нам нужен (30˚, 45˚, 60 ˚, 90 ˚). Затем из рис.1. собрать наш отвод из секторов и полусекторов.
Рис.1. Сектора и полусектора сварных отводов.
Полусектор — это часть секторного отвода, которая с одной своей стороны имеет прямой, а с другого конца скошенный угол
Сектор — это деталь без прямых углов скоса, является соединительной частью полусекторов в середине отвода.
Если есть возможность порезки трубы под углом, пользуются таблицей 1. Размеры сварных отводов, секторов и полусекторов ., но она также необходима для размеров для справки, сверки порезанных частей, при сборке и расчете веса отводов.
Таблица 1.
Размеры сварных отводов, секторов и полусекторов
таблицы 2,3 размечают шаблон(рыбку) ( Рис. 2,3 ). Отмечают общую длину L (Таблица 2,3) , после делят шаблон (рыбку) на 16 равных частей L/16 и отмечают все размеры. Шаблон (рыбка) зеркальный, поэтому можно разметить 9 точек, сложить пополам и разметить остальные точки.
Таблица для изготовления шаблонов секторных отводов. Как сделать сварной отвод по чертежам?
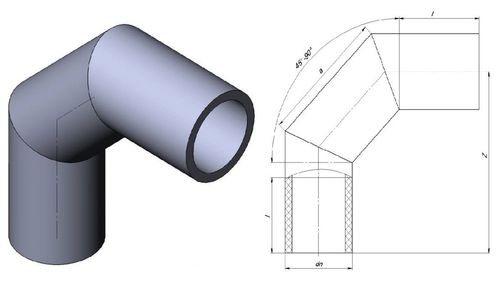
Cварные отводы , состоящие из звеньев и стаканов изготавливаются из труб или из листового материала, которые предварительно размечаются, с тем чтобы определить линии сопряжений, по которым элементы обрезаются, затем стыкуются и свариваются.
Изготовление шаблона и разметка по нему производятся следующим образом: на листе бумаги, картона, паронита или толи вычерчивают развертку всего элемента фасонной части или его конца с линией сопряжения. Затем развертка обрезается ножницами, образуя шаблон, который накладывается на размечаемую трубу и обводится мелом; по мелу вырезается нужный элемент или его часть.
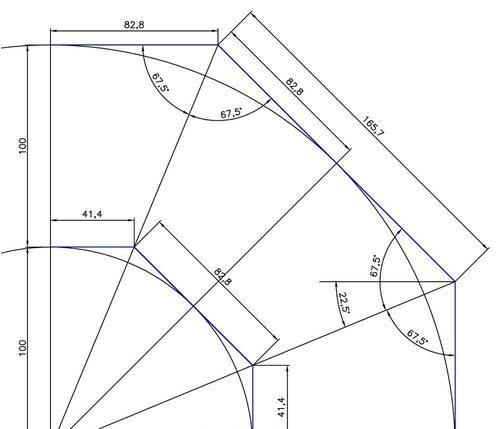
Предлагаемая нами таблица Excel позволяет получить размеры для построения шаблона (развёртки) для изготовления элементов отвода с любыми . характеристиками.
Введите в жёлтые ячейки таблицы характеристики отвода, длину отрезков на оси X и вы мгновенно получите ординаты и абсциссы точек построения.
Перенесите эти точки на паронит или картон и плавно соедините их между собой.
Вы получили лекало крайнего полузвена отвода.
Зеркально отображаем развёртку крайнего полузвена относительно горизонтальной оси и получаем всем известную «рыбку». С её помощью размечают средние элементы отвода.
Правильно изготовленное лекало, свёрнутое кольцом и уложенное на плоскость не имеет зазоров.
При разметке звеньев необходимо иметь в виду следующее:
1. Число звеньев n , ширина шейки b , радиус отвода R должны соответствовать техническим условиям и месту, куда устанавливается фасонная часть. Так, например, «Технические условия на производство и приемку работ по устройству газовых сетей городов, населенных пунктов и промышленных предприятий» СН 117-60, пункт 159, предусматривают, что радиусы сварных отводов должны быть не менее одного диаметра. В «Технических условиях на производство и приемку работ по устройству тепловых сетей» СН 108-60, пункт 125в, указывается, что радиусы сварных отводов должны быть не менее 1,5 диаметров. Теми же ТУ СН 108-60, пункт 126, предусмотрено, что ширина шейки b должна быть не менее 50 мм.
2. При пользовании предложенными методами разметки не должно получаться отходов или неиспользованных труб. При вырезке звеньев из листового материала в целях рационального его использования разметку звеньев следует производить так, чтобы они располагались на листе, как указано на рис. 2. В этом случае после вырезки и сварки звеньев сварные швы будут располагаться как на шейке, так и на затылке звена или стакана. В тех случаях, когда отводы изготовляются из толстого листового материала (толщиной более 2 мм), рекомендуется материал предварительно свальцевать и превратить в трубу, а затем произвести разметку, вырезку и сварку нужных элементов.
Совет 1
. Никогда не верьте ГОСТовскому диаметру трубы. Перед тем, как изготавливать шаблон, определите длину шаблона. Плотно оберните выбранный материал вокруг трубы, сделайте засечку, разверните будущий шаблон и замерьте длину окружности. Меняя при вводе в таблицу значение диаметра трубы добейтесь совпадения измеренной длины с расчётной длиной шаблона. На трубе, предназначенной для изготовления отвода мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.
Совет 2. Очень важно. Резка труб должна производиться так, чтобы пламя резака (струя кислорода) двигалось в плоскости предполагаемого сечения. Представьте, что вы режете колбасу ножом. Такова должна быть плоскость реза. А на практике резак всегда держат перпендикулярно трубе и на шейках вырезанных звеньев получаются огрехи: на малой шейке — подрез металла, а на большой — «шишка». При стыковке секторов с этими «шишками» в середине появляется пустота, зависящая от толщины стенки трубы. Если сварщик примет решение оставить «шишки» и заварить пустоты, то накладывая «шишку» на «шишку» Вы неизбежно измените длину большой шейки и, как следствие, угол отвода. Изделие будет испорчено. «Сдуйте» шишки или сточите, сделайте доводку, сверяясь по шаблону и после этого разделывайте кромки под сварку. Поставьте элемент на плоскость — зазоры должны быть минимальными.
Дымоход из оцинковки своими руками. Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки , обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
Шаблон для отвода 90 градусов. Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами.
Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить.
Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.

Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента.
Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента.
Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Трубы для внутренней канализации максидом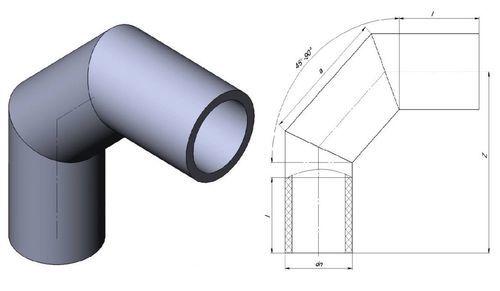
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Источник: https://baget-bez-stusla.aystroika.info/stati/kak-gramotno-raskroit-otvod-raznovidnosti-otvodov
Как сделать отвод 90 градусов из жести. Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.

Качественный шов
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Разметка фитинга
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Изготовление отводов из трубы. Подробнее о технологии производства отводов
Производство отводов методом горячей деформации (протяжки) - вид горячей обработки металла давлением, при которой в качестве оснастки используется рогообразный сердечник.
Общий вид оборудования - пресс протяжки для изготовления отводов


Технологический процесс изготовления отводов заключается в следующем: заготовки, выполненные из трубы соответствующего размера, размещаются на штанге вытяжного пресса (1); рабочий орган ( рогообразный сердечник ) находится в предварительно разогретой печи (2) до рабочей температуры.

Пресс протяжки гидроцилиндрами перемещает заготовки в печь нагрева. Проходя по штанге, заготовки разогреваются и на рабочем органе начинают формироваться в отвод, после чего, сойдя с рогообразного сердечника, попадают в под печи нагрева.
В процессе формирования отвод имеет геометрические отклонения. Для придания отводу правильной геометрической формы применяется пресс правки. После пресса правки отвод попадает на торцовку. После операции торцовки отвод подвергается контролю.
Изготовление отводов методом горячей деформации позволяет получить отводы с одинаковой толщиной стенки, что устраняет проблему разнотолщинности. Обеспечивается высокая производительность и качество изготавливаемых отводов. Оборудование для изготовления отводов методом горячей деформации , предлагаемое ООО «Кантар» отличает высокое качество и надежность.
Производство отводов методом холодной деформации - вид обработки металла давлением, при котором заготовки подвергаются деформации в холодном состоянии. Специалистами ООО «Кантар» разработан комплекс оборудования, отличающийся высокой производительностью, для производства отводов методом холодного гнутья - полуавтоматическое оборудование для изготовления отводов ПД-15/20

Производство отводов методом штамповки . При данном методе из листовых заготовок, с применением специального оборудования получают половины торообразных деталей. Их подвергают механической обработке, складывают и сваривают.