Как правильно варить тонкий металл инвертором. Техники и методы сварки тонких листов металлов
- Как правильно варить тонкий металл инвертором. Техники и методы сварки тонких листов металлов
- Сварка тонкого металла графитовым электродом. Состав электродов из графита и качественные свойства
- Сварка тонкого металла флюсовой проволокой. Уроки сварки: Сварка полуавтоматом для начинающих + ВИДЕО
- Сварочный полуавтомат – кратко об устройстве
- Выбор газа в зависимости от свариваемого металла
- Связь толщины металла и диаметра проволоки
- Как проводится сварка полуавтоматом без газа
- ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
- Подготовка аппарата к работе – сборка / установка проволоки
- Сварка тонкого металла полярность. Достоинства и недостатки обратной полярности
- Мини сварка для тонкого металла. Виды мини сварочного аппарата
- Как варить тонкий металл с толстым. Сварка тонкого и толстого металла
- Как варить тонкий металл полуавтоматом. Настройка аппарата (MIG/MAG инвертора)
- Каким электродом варить тонкий металл. Сварка тонкого металла электродом
Как правильно варить тонкий металл инвертором. Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
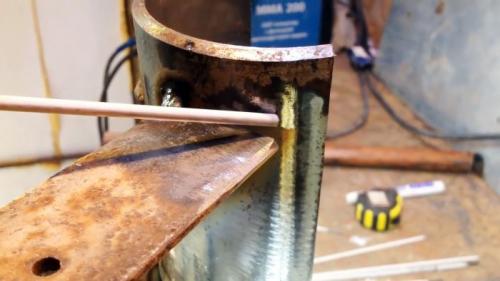
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут .
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла ? Вещь нужная и для освоения сварки подходящая.
Сварка тонкого металла графитовым электродом. Состав электродов из графита и качественные свойства
Электроды для сварки из графита сконструированы из 2 рабочих частей, между которыми размещена прокладка. В состав основных элементов может входить прессованный уголь, алюминий и т.д. Особенность графитовых электродов заключается в способности без задержки проводить ток, стойком выдерживании повышенной температуры.
Прочие достоинства материалов таковы:
- Доступная цена.
- Не прилипают к изделиям при прогревании.
- Стойкость к появлению трещин.
- Небольшой период нагревания.
- Чтобы образовалась стойкая полноценная дуга, хватает силы тока в 5-10 А.
- Соединение термостойкое, не портится под действием коррозии.
Для проведения работ с использованием графитовых электродов могут применяться сварочные аппараты инверторного типа.
С примесью угля
Электроды из графита могут иметь в составе уголь или кокс с особым содержанием. У качественных изделий правильная форма, поверхность лишена трещин и дефектов. Во время проведения сварки они не растрескиваются.
Работу с использованием таких электродов осуществляют при постоянном токе прямой полярности. Дуга получается стойкой, длина — 6-15 мм. Угольные изделия для улучшения свойств и расширения области применения можно подвергнуть графитированию методом термообработки.
С добавлением меди
Для сваривания элементов из меди используется модификация с названием «карандаш». Это медно графитовый электрод, который производят в разных видах:
- Круглый — подходит для работы во многих сферах.
- Бесконечный, применяемый в качестве экономичного варианта.
- Плоский — с квадратным или прямоугольным сечением.
- Полукруглый — подойдет для выполнения резки.
- Полый — удобен для формирования канавок, строжки.
Разнообразие модификаций допускает расширение области использования изделий.
Сварка тонкого металла флюсовой проволокой. Уроки сварки: Сварка полуавтоматом для начинающих + ВИДЕО
Теоретическая часть:
Практическая часть:
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример,) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример,). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например,.
В независимости от вида устройства рабочая комплектация остается стандартной:
Сварочный аппарат
Баллон с газом и редуктором
Газовый шланг
Кабель с зажимом заземления

Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.

С выбором диаметра поможет таблица:
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.

Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.Сварка тонкого металла полярность. Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При "минусе" на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Мини сварка для тонкого металла. Виды мини сварочного аппарата
Если говорить за сварку при помощи классических электродов в оболочке, то различают несколько основных разновидностей миниатюрного сварочного аппарата:
- С общим корпусом
- С выносным держателем для электрода
От формата мини сварочного аппарата зависит в основном производительность устройства, его мощность и сила сварочного тока.
Теперь подробнее о том, как выбрать мини сварочный аппарат.

- Мини сварочный аппарат с общим корпусом – в таких моделях преобразователь электрического тока и держатель электрода объединены в единую конструкцию.
С виду подобный мини сварочник можно спутать с шуруповертом или другой аналогичной техникой, у которой используется пистолетная рукоятка.
Чтобы миниатюрный сварочный аппарат было удобно держать в руках, преобразователь тока уменьшают до предельно возможного минимума .
Мини сварочник в едином корпусе удобно ложится в руку. При этом мастер сможет удерживать на весу устройство, чтобы сделать 2-3 более-менее крупных шва.
Единый корпус миниатюрного сварочного аппарата обеспечивает следующие преимущества:
- Просто хранить и легко транспортировать
- Удобно эксплуатировать
При использовании подобного сварочного аппарата отпадает необходимость в применении кабеля для держателя электрода . Длина подобного кабеля обычно составляет 3-5 метров, что делает сварочник менее практичным как в транспортировке с хранением, так и эксплуатации.
Да, миниатюрный сварочный аппарат в едином корпусе не лишен и недостатков. Сильно уменьшенные размеры и облегченная масса сказываются на мощности и силе сварочного тока. Такие сварочники обладают начальным классом мощности , не более 3000—4000 (Вт). Сила сварочного тока обычно составляет 100-150 (А).
Миниатюрный преобразователь позволяет хорошо сваривать металлические поверхности толщиной лишь до 3 (мм) . На сварку заготовок с более толстыми стенками такие модели не рассчитаны.
Минимизация габаритов сварочного аппарата заметно снижает и время непрерывной работы. В таких моделях используется система охлаждения с совсем невысокой производительностью.
Многие из мини сварочников нередко отключаются непосредственно в процессе работы, срабатывает защита от перегрева.
Как еще встречаются виды мини сварочного аппарата.

- Мини сварочный аппарат с выносным держателем электрода – устройства этого класса полностью повторяют конструкцию классических инверторов.
Подобные модели состоят из преобразователя электрического тока и держателя электрода. Держатель соединяется с силовым блоком при помощи токоведущего кабеля.
Выносной держатель электрода позволяет снять нагрузку с рук мастера . Вес держателя обычно составляет 200-300 (г).
Мини сварочные аппараты с выносным держателем позволяют немного более длительно осуществлять сварочные работы. Разумеется, не нужно забывать, что уменьшенные габариты преобразователя не позволяют устройству часто и подолгу пользоваться сваркой.
Миниатюрный сварочник с выносным держателем электродов предназначен для выполнения нечастых и непродолжительных сварочных работ . При этом толщина металла в соединяемых поверхностях не должна превышать 5 (мм).
Мини сварочные аппараты данного класса имеют немного более высокие габариты и массу, чем у аналогов с цельным корпусом. Благодаря отдельностоящей конструкции преобразователя мощность сварочного аппарата может достигать 4000—6000 (Вт). Сила тока обычно составляет 150-250 (А), зависимо от модели.
Мини сварочник с выносным держателем более проблематично хранить и транспортировать. Но из-за облегченной массы держателя повышается точность, производительность и общее качество сварочных работ.
Что еще нужно знать о том, как выбрать мини сварочный аппарат.
Как варить тонкий металл с толстым. Сварка тонкого и толстого металла
В качестве объекта выберем фрагмент толстостенной (более 5 мм) круглой и профильной трубы с толщиной стенок в 1,5 мм. В жизни это может быть опора ограждения и приваренный встык поперечный профиль.Чтобы наш эксперимент приблизить к реальности, сварку будем вести между заготовками с зазором. На практике это может быть следствием неточности разметки, при котором поперечный элемент оказывается на несколько миллиметров короче, чем нужно.Зачищаем поверхность толстостенной трубы до блестящего металла и прихватываем прямоугольный профиль к трубе. Варить лучше электродами АК-53-70 или АК-46 с основным или рутиловым покрытием.








Как варить тонкий металл полуавтоматом. Настройка аппарата (MIG/MAG инвертора)
Первое, с чего нужно начинать любую сварку, в особенности полуавтоматическую - это настройка аппарата. Но что Вы знаете о принципе работы классической полуавтоматической сварки, понимание которой ведёт к чёткому осознанию правильной настройки оборудования?
Если пропустили одну из моих недавних публикаций по этому вопросу, то давайте коротко наверстаем
Принцип работы классического "полуавтомата" предельно прост: при нажатии кнопки на держателе, толкающий механизм подаёт проволоку по рукаву на контакт горелки, а по соседнему каналу поступает защитный газ из балона.
Газ защищает горение сварочной дуги и расплавленный металл от губительного воздействия кислорода, ну а проволока служит заполняющим металлом и формирует шов, перемешиваясь с металлом на изделии. Как это происходит?
Предлагаю посмотреть замедленные кадры этого процесса (
Как видно на видео, проволока под тепловым воздействием дуги формирует капельки металла, которые переносятся в сварочную ванну после того, как они касаются о металл - происходит короткое замыкание , которое и отделяет наши капли. Таких капелек может формироваться до полусотни в секунду, поэтому их почти не различает человеческий глаз.
*Кроме переноса металла короткими замыканиями на классическом "полуавтомате" может быть обеспечен струйный перенос - при сварке толстого металла токами свыше 160 - 180 Ампер в сварочной смеси.
На видео как раз запечатлёна некорректная работа "полуавтомата", потому что металл слишком сильно разбрызгивается. Так вот, ваша задача настроить аппарат таким образом, чтобы капельки затекали в ванну ровно, а не плюхались с высоты под огромной скоростью разбрызгивая металл. Идеальная настройка "полуавтомата" достигается всего двумя способами:
1. Сокращение вылета проволоки и/или скорости её подачи
Здесь я люблю приводить аналогию с водопроводным краном: если Вы включите сильный напор на смесителе, то учитываю высоту нахождения гусака - забрызгаете каплями всю кухню и получите "леща" от жены :) Тоже самое происходит и с полуавтоматической сваркой.
- Сокращение вылета проволоки выполняется вручную во время сварки: подносите горелку чуть ближе, чтобы проволока не "била" о металл, словно падает с десятого этажа. Обычно оптимальное расстояние от сварочной ванны до сопла горелки около 1 - 1.5 см . Соблюдайте заданную высоту на протяжении сваривания всего шва целиком.
Фото автора. Оптимальное расстояние вылета сварочной проволоки от сварочной до среза сопла горелки (на фото около 1.5 см).
Фото автора. Оптимальное расстояние вылета сварочной проволоки от сварочной до среза сопла горелки (на фото около 1.5 см).
- Скорость подачи проволоки обозначается метрами в минуту (м/мин./speed wire) регулируется ползунком в настройках аппарата.
2. Увеличение или уменьшение сварочного напряжения
Второй способ: регулировка сварочного напряжения, которое измеряется и указывается в Вольтах (V) и также настраивается отдельным барашком на аппарате. Вместе с напряжением будет меняться и сила тока, но здесь важно, чтобы не был включён режим синергии при котором будет изменяться еще и скорость проволоки, которая должна оставаться неизменной или изменяться отдельно от напряжения и силы тока.
Если Вас устраивает скорость вылета проволоки, то ничего не меняя в её значениях "накиньте" напряжение, которое позволит быстрее оплавлять проволоку. И наоборот , если Вас устраивает величина напряжения (вместе с силой тока), то просто уменьшайте скорость подачи проволоки. (см.п. 1.)
Фото автора. Напряжение на табло слева и скорость подачи проволоки на табло справа.
Фото автора. Напряжение на табло слева и скорость подачи проволоки на табло справа.
Каким электродом варить тонкий металл. Сварка тонкого металла электродом
Сварка тонкого металла электродом: ошибки, советы, правила
Варить тонкий металл проще всего при помощи аргонодуговой сварки. Таким образом, получится создать узкий и красивый сварной шов с минимальным тепловложением.
Однако у большинства мастеров нет под рукой полуавтомата. Многие прекрасно обходятся и обычным РДС инвертором, тем более, если нужно варить чисто «для себя» и несколько раз в год.
Именно при сварке тонкого металла инвертором и возникают ошибки чаще всего. Чтобы добиться красивого шва на тонкостенной заготовке, важно понимать, что к чему, и действовать согласно технологии.
Когда нужно варить тонкий металл
В бытовых условиях тонкостенный металл варится чаще всего при изготовлении бака под летний душ. Нередко к сварке электродом прибегают и автомобилисты, когда нужно подварить пороги автомобиля.

Также часто приходится варить тонкостенную профильную трубу, толщина которой едва превышает 2 мм. Именно в таких случаях и возникают определенные проблемы, прожоги и деформации, в результате которых значительно страдает качество шва.
Сложности при сварке тонкого металла
Сразу нужно оговориться и сказать, что тонкий металл — это такой металл, толщина которого от 0,8 до 1,5 мм. Варить металл толщиной менее 0,8 мм обычным электродом нереально.

Однако и с более толстым металлом возникают не менее распространенные проблемы:
- Наплывы — они образуются в результате того, что заготовка начинает проваливаться под собственным весом;
- Прожоги — не менее распространенный дефект, который приводит к появлению дыр в заготовке. В результате этого серьёзно страдает внешний вид изделия;
- Непровары — боясь получить прожог, неопытные сварщики используют слишком малый ток для сварки или чрезмерно быстро перемещают электрод вдоль шва. В результате этого наплавленный металл не успевает смешиваться с основным, что и приводит к возникновению непроваров;
- Деформация заготовок — происходит вследствие перегрева основного металла.
Таким образом, зная все вышеперечисленные ошибки при сварке тонкого металла, можно попытаться не допустить их в дальнейшем.
Как варить тонкий металл электродом
Для сварки тонкого металла важно использовать только подходящие электроды. Лучшим вариантом станут электроды диаметром 2-2,5 мм. Такими электродами можно легко сварить металл, толщина которого 1 мм. Если толщина металла значительно меньше, то рекомендуется применять электроды диаметром 1,6 мм.

Не менее важно и правильно подобрать сварочный ток для электродов. Если используются электроды 2-2,5 мм диаметром, то сила тока не должна превышать 35 Ампер. Для электродов 1,6 мм диаметром, сила тока должна быть в районе 10-20 Ампер.
Ниже приведены несколько главных правил, как варить тонкий металл электродом:
- Не перегревайте основной металл. Держите дугу строго по центру соединения, таким образом, получится избежать прожога по краям заготовки;
- Не задерживайте подолгу электрод над металлом. Данная ошибка приведёт к прожогу и деформации заготовки;
- Старайтесь держать конец электрода как можно ближе к металлу, чтобы всегда была короткая дуга, длиной до 3 мм;
- Держите электрод под углом в 30-45 градусов.

Кроме того, используйте, поскольку это позволит не прожигать тонкий металл. Чтобы значительно минимизировать деформацию металла, строго соблюдайте порядок провара сварных швов.